

複合材製造の世界では、樹脂の化学組成の最適化、プルトルージョン速度の最適化、繊維と樹脂の比率の改良に多大なリソースが費やされています。しかし、生産ラインが停止したり、完成部品のバッチがストレステストに不合格になったりするまで、ある重要な要素が見落とされがちです。保管環境グラスファイバーロービング.
グラスファイバーロービング不活性な商品ではありません。無機ガラスと有機樹脂の界面として機能する複雑な化学的「サイジング」でコーティングされた高度に設計された材料です。この化学的性質は敏感であり、保管中に劣化すると構造的完全性に壊滅的な損傷を引き起こす可能性があります。
このガイドでは、温度、湿度、物理的な保管方法が補強材のパフォーマンスにどのように影響するかについて説明します。
目に見えない敵:湿気と加水分解
保存された最も重大な脅威はグラスファイバーロービング湿気です。ガラス繊維はもともと親水性(水を引き寄せる性質)です。ガラス繊維自体は耐久性がありますが、サイズシステム樹脂を「濡らして」繊維に接着させる化学架橋は、加水分解.
いつガラス繊維放浪高湿度の環境で保管されている場合:
サイズ劣化:湿気によりサイズ剤内の化学結合が破壊され、接着を促進する効果が低下します。
ウェットアウト不良:製造中に樹脂が繊維束に完全に浸透せず、最終的な複合材料に「乾燥した部分」や空洞が生じます。
毛細管現象:ボビンの端が露出していると、毛細管現象によって水分がパッケージの奥深くまで引き込まれ、ロール全体のパフォーマンスが不安定になる可能性があります。
温度変動とサイズ移動
その間ガラス繊維有機系サイジング剤は耐熱性が高いですが、有機系サイジング剤はそうではありません。倉庫が極端な高温(35℃/95℉以上)にさらされると、サイズ移行化学コーティングがわずかに流動性を持ち、ボビンの底に溜まったり、「ベタベタした部分」ができたりすることがあります。
逆に、ロービングを凍結状態で保管し、すぐに暖かい生産現場に移動すると、結露繊維表面への水分の急速な蓄積は、フィラメント巻きパイプや圧力容器における層間剥離の主な原因です。
比較:最適な保管条件と劣悪な保管条件
品質管理チームが施設を監査できるように、次の表の業界標準ベンチマークを参照してください。
グラスファイバーロービングの保管基準
| パラメータ | 最適な状態 (ベストプラクティス) | 劣悪な状態 (高リスク) | パフォーマンスへの影響 |
| 温度 | 5℃~35℃(安定) | 0℃以下または40℃以上 | サイズの移動、脆い繊維、または凝縮。 |
| 相対湿度 | 35%から65% | 75%以上 | 糊の加水分解、樹脂と繊維の結合不良。 |
| 順応 | 使用する前にワークショップで 24 ~ 48 時間置いてください。 | 冷蔵保存のまま直接ご使用いただけます。 | 湿気による樹脂マトリックスの微小亀裂。 |
| スタッキング | オリジナルパレット、最大高さ 2 段(設計されている場合)。 | ボビンが緩んでいる、積み重ねの高さが高すぎる。 | ボビンの物理的変形、張力の問題。 |
| 光への露出 | 暗い、または紫外線の少ない環境。 | 直射日光(窓の近く)。 | 包装およびサイズ剤の化学薬品の紫外線劣化。 |
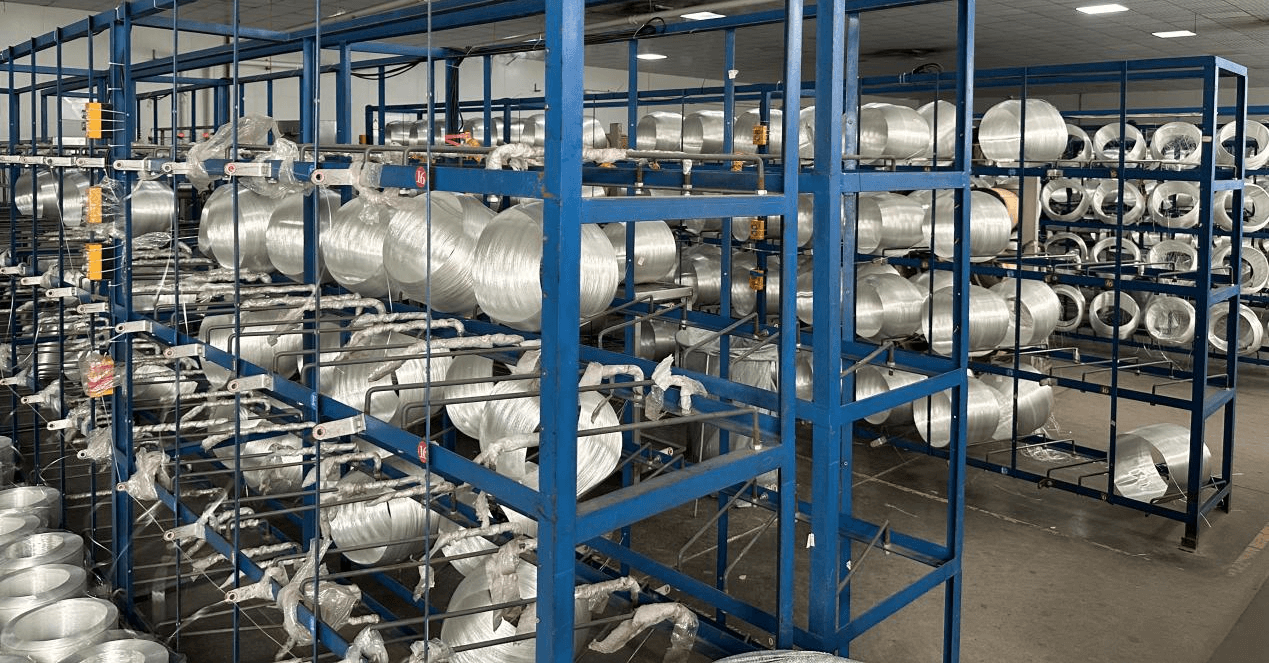
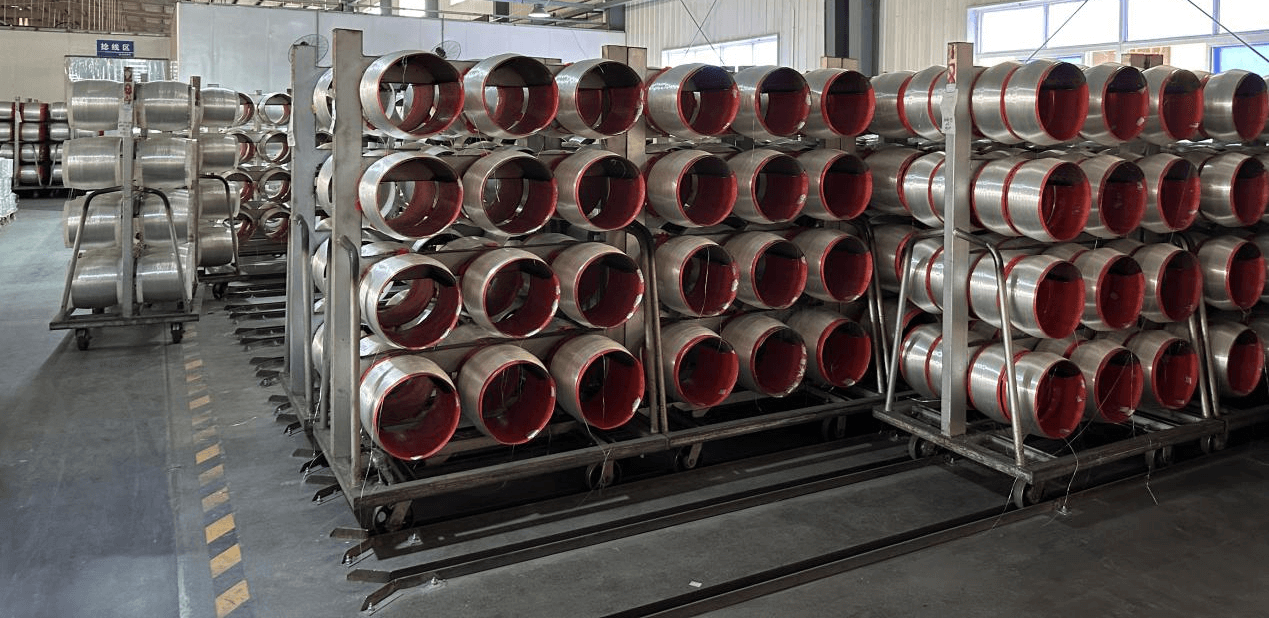
物理的完全性:スタッキングと張力の問題
グラスファイバーロービング通常、正確な張力でボビンに巻き取られます。これらのボビンが適切に保管されていない場合(支えなしに水平に積み重ねられたり、過度の重量で押しつぶされたりするなど)、パッケージの内部形状が変化します。
張力のバリエーション:ボビンが潰れると、プルトルージョンやフィラメントワインディングの際に「巻き取り」が不均一になります。その結果、一部の繊維が他の繊維よりも密になり、完成品に内部応力が生じ、反りや早期破損につながる可能性があります。
毛羽立ちと破損:ボビンが倉庫の粗い床にぶつかったり引きずられたりすると、ガラスの外層が損傷します。この破断したフィラメントは生産ラインに「毛羽立ち」を引き起こし、ガイドを詰まらせたり、樹脂槽を汚染したりする可能性があります。
パッケージの役割:「オリジナル」が最善である理由
高品質のグラスファイバーロービング通常、紫外線耐性シュリンクラップと乾燥剤パックで包装されて配送されます。製造現場でよくあるミスとして、この包装を早期に剥がしてしまうことが挙げられます。
オリジナルラップには 3 つの重要な機能があります。
防湿バリア:周囲の湿気に対する主なシールドとして機能します。
防塵:工場環境からの粒子状物質(ほこり、おがくず、金属の削りくず)は、ガラスと樹脂間の化学結合を妨げる可能性があります。
封じ込め:取り扱い中にロービングがボビンから外れたり、脱落したりするのを防ぎます。

ロービングの品質を維持するための5つのベストプラクティス
材料がメーカーの指定どおりに機能することを保証するには、次の 5 つの倉庫プロトコルを実装します。
先入先出法(FIFO): グラスファイバーロービング賞味期限は通常6~12ヶ月です。サイズ剤の劣化を防ぐため、古い在庫から使い切るようにしてください。
24時間ルール:ロービングは、使用の少なくとも24時間前に倉庫から生産現場へ搬入してください。これにより、素材が「熱平衡」状態に達し、パッケージ開封時の結露を防ぐことができます。
高架ストレージ:ロービングのパレットをコンクリートの床に直接置かないでください。湿気を吸い上げてしまう可能性があります。ラックや木製パレットを使用してください。
シール部分ボビン:ボビンを半分しか使用していない場合は、ミシンに放置しないでください。保管場所に戻す前に、再びビニール袋で包んでください。
湿度計で監視:保管エリアにデジタル温度・湿度モニターを設置してください。このデータは、製造上の欠陥が急増した場合のトラブルシューティングに非常に役立ちます。
結論:投資を守る
グラスファイバーロービング高性能材料ですが、樹脂マトリックス内で硬化するまではその性能が不安定です。保管条件を製造パラメータと同等の厳密な基準で管理することで、不良率を大幅に低減し、部品の安定性を向上させ、複合製品の長期的な耐久性を確保できます。
重慶都江複合材料有限公司
お問い合わせ:
ウェブ: www.frp-cqdj.com/www.cqfiberglass.com/www.cqfrp.ru/www.cqdjfrp.com
メールアドレス:info@cqfiberglass.com/marketing@frp-cqdj.com /marketing01@frp-cqdj.com
WhatsApp:+8615823184699
電話:+86-023-67853804
投稿日時: 2026年1月9日





